3D打印如何解決鑄造高報(bào)廢率問(wèn)題:革新鑄造工藝,提升品質(zhì)與效率最先出現(xiàn)在三帝科技股份有限公司。
]]>ナビゲーションを読む
第1章:ディープ?ダイブ:伝統(tǒng)的鋳造欠陥の根本的課題
1.1 一般的な鋳造欠陥とその深い原因
鋳造欠陥は、高いスクラップ率の直接的な原因である。これらの欠陥は偶発的なものではなく、従來(lái)の鋳造工程に內(nèi)在する物理的?工程的な制約によって決まるものである。
まず気泡とともに火口.ポロシティは主に、注湯や凝固の過(guò)程で液體金屬中のガス(水素や鋳型のアウトガスなど)が効果的に排出されない、または排出されないことに起因する。液體金屬中に溶解しているガスが冷卻?凝固中に溶解度の低下により放出されると、排出が間に合わなければ鋳物の內(nèi)部や表面に気泡が形成されます。これに関連して、凝固中に金屬が體積収縮する自然現(xiàn)象である?yún)Эsがある。冷卻システムが適切に設(shè)計(jì)されておらず、鋳型の溫度が局所的に高くなったり、十分な補(bǔ)修収縮が行われなかったりすると、引け巣と呼ばれる內(nèi)部の空洞や窪みが形成されます。
次ページサンドウィッチとともに不正解モデル.従來(lái)の砂型鋳造では、砂型と砂中子を別々に複數(shù)個(gè)製作した後、組み立てて接合するのが一般的です。この際、砂中子の微小な破斷や不適切な接合により、砂粒子が金屬液に巻き込まれ、砂巻き込み欠陥が発生することがある。また、鋳型のパーティング面や砂中子の位置が正確でないと、鋳物の上下がずれるミスモールドの欠陥につながることもあります。
終わり冷蔵とともにひび.金屬液の流動(dòng)性が悪かったり、注湯溫度が低すぎたり、湯道設(shè)計(jì)が狹かったりすると、2つの金屬流が前縁で完全に合流する前に凝固し、つながりの弱い冷偏析が殘る。また、冷卻凝固の際、鋳物內(nèi)に不均一な応力があると、収縮時(shí)に熱亀裂が発生することがある。
1.2 従來(lái)の金型製造の「高コスト」と「低効率」のジレンマ
従來(lái)の鋳造工程のもうひとつの核心的な問(wèn)題點(diǎn)は、金型製造工程にある。伝統(tǒng)的な木製または金屬製の中子箱の製造は、労働集約的で熟練工に依存する工程であり、リードタイムが長(zhǎng)く、多大なコストがかかる。些細(xì)なデザイン変更でも金型を作り直す必要があり、その結(jié)果、高い追加コストと數(shù)週間から數(shù)ヶ月の待ち?xí)r間が発生する。
このような物理的な金型への過(guò)度の依存は、鋳物の設(shè)計(jì)の自由度を根本的に制限する。複雑な內(nèi)部ランナーや中空構(gòu)造は、伝統(tǒng)的な鋳型製造プロセスでは一體成形できず、複數(shù)の中子に分解し、複雑な治具と手作業(yè)で組み立てなければならない。 2.このプロセスの制限により、設(shè)計(jì)者は、最適な冷卻ができない穴あけプロセスに対応するために冷卻チャネルを簡(jiǎn)素化するなど、製造性のために部品の性能を妥協(xié)し犠牲にせざるを得なくなる。
要約すると、従來(lái)の鋳造の高いスクラップ率は、孤立した技術(shù)的な問(wèn)題ではなく、そのコアプロセスの産物である。伝統(tǒng)的な「物理的試行錯(cuò)誤」モードは、鋳造工場(chǎng)に欠陥を発見(jiàn)させ、鋳型の修正と再試験の長(zhǎng)いプロセスを経る必要性を生じさせ、これはハイリスクで低効率のサイクルである。3Dプリンティングの革命的価値は、従來(lái)の「物理的試行錯(cuò)誤」モードとなる生産プロセス全體を根本的に再構(gòu)築する「鋳型レス」ソリューションを提供することである。3Dプリンティングの革命的な価値は、従來(lái)の「物理的な試行錯(cuò)誤」モデルを「デジタルシミュレーションによる検証」モデルに変えることで、生産プロセス全體を根本的に再構(gòu)築する「型なし」ソリューションを提供することであり、その結(jié)果、陳腐化の原因のほとんどを根源から排除することができる。
第2章 3Dプリンティング:技術(shù)からソリューションへの革命的ブレークスルー
2.1 モールドレス生産:陳腐化の根本原因を取り除く
3Dプリンティングの核となる利點(diǎn)は、「金型レス」の製造方法であり、従來(lái)の鋳造に特有の金型関連の課題をすべて回避できるため、スクラップ率を根本的に削減できる。
CADから直接砂型へ。 アディティブ?マニュファクチャリングにおけるバインダージェッティングは、これを?qū)g現(xiàn)する鍵となる。これは、3D CADのデジタルモデルに基づいて、工業(yè)用プリントヘッドから粉末(珪砂やセラミック砂など)の薄い層に液體バインダーを正確に噴霧することで機(jī)能します。層ごとに接著することで、デジタルファイルの3Dモデルは、強(qiáng)固な砂型または砂中子の形で構(gòu)築されます。このプロセスにより、物理的な鋳型に頼る必要が完全になくなります。長(zhǎng)時(shí)間の金型設(shè)計(jì)と製造が不要なため、金型製造サイクルを數(shù)週間から數(shù)ヶ月から數(shù)時(shí)間または數(shù)日に短縮することができ、「プリント?オン?デマンド」と設(shè)計(jì)変更への迅速な対応が可能になり、先行投資と試行錯(cuò)誤のコストを大幅に削減することができる。
一體成形と複雑な構(gòu)造 3Dプリンティングのレイヤーごとの製造アプローチは、これまでにない自由な設(shè)計(jì)を可能にする。これにより、エンジン內(nèi)部の蛇行したランナーのように、従來(lái)は複數(shù)の部品に分割しなければならなかった複雑な砂中子を、1つの全體に成型することができる。これにより、鋳造工程が簡(jiǎn)素化されるだけでなく、より重要なことは、中子の組み立て、接著、位置合わせの必要性が完全に排除されるため、砂の巻き込み、寸法の狂い、そのような問(wèn)題に起因する成形不良などの一般的な欠陥が根絶されることです。
2.2 プロセスの最適化:鋳造品質(zhì)を保証するデータ
3Dプリンティングの価値は、「型なし」そのものにとどまらない。物理的な製造が行われる前にデータを検証し、最適化することを可能にし、「修復(fù)」を「予見(jiàn)」に変える。
デジタルシミュレーションとデザイン 3Dプリント前のデジタル設(shè)計(jì)段階で、エンジニアは高度な有限要素解析(FEM)ソフトウェアを使用して、注湯、補(bǔ)集収縮、冷卻プロセスの正確な仮想シミュレーションを行うことができます。これにより、実際の生産前に、気孔、収縮、亀裂につながる潛在的な欠陥を予測(cè)し、修正することが可能になります。例えば、ランナー內(nèi)の液體金屬の流れをシミュレートすることで、注湯システムの設(shè)計(jì)を最適化し、スムーズな充填と効果的なガス抜きを確保することができます。このデジタルな先見(jiàn)性は、最初の試運(yùn)転の成功率を大幅に向上させ、鋳造の歩留まりを源泉で保証します。
優(yōu)れた砂の特性。 3Dプリンターで作られた砂型は、その層ごとの構(gòu)造により、従來(lái)のプロセスでは困難だった均一な密度と通気性を達(dá)成することができる。これは鋳造プロセスにとって極めて重要である。均一なガス透過(guò)性により、砂型內(nèi)で発生したガスが注湯プロセス中にスムーズに排出され、ガス抜き不良による気孔欠陥が大幅に減少します。
形狀による冷卻。 コンフォーマル冷卻技術(shù)は、鋳造金型の分野における3Dプリンティングのもう一つの革命的な応用である。金屬3Dプリンティングで製造された金型インサートは、鋳物の表面輪郭を正確に模倣するように設(shè)計(jì)できる冷卻ランナーを備えている。これにより、高速で均一な冷卻が実現(xiàn)し、不均一な収縮による変形や収縮が大幅に減少するため、スクラップ率が劇的に低下する。データによると、フォロースルー冷卻を備えた金型は、射出サイクルタイムを最大70%短縮し、同時(shí)に製品品質(zhì)を大幅に向上させることができる。
物理的な試行錯(cuò)誤」から「デジタルな先見(jiàn)性」へ。 3Dプリンティングの中核的な貢獻(xiàn)は、「試行錯(cuò)誤」という従來(lái)の鋳造モデルを「先見(jiàn)的な製造」に変えることである。3Dプリンティングは、鋳物工場(chǎng)がコスト効率の高い方法で、デジタル環(huán)境で何度も反復(fù)を行うことを可能にし、これは考え方とビジネスプロセスの根本的な転換である。この「ハイブリッド製造」モデルは、従來(lái)の鋳物工場(chǎng)が3Dプリンティングを採(cǎi)用しやすくし、最も効率的な生産を可能にする。例えば、3Dプリンティングは、最も複雑で誤差が生じやすい砂中子を作成するために使用でき、その後、従來(lái)の方法で作られた砂型と組み合わせることができるため、「強(qiáng)みの積み重ね」が可能になる。
第3章 SANTIテクノロジー:鋳造業(yè)界を強(qiáng)化するデジタルエンジン
3.1 中核設(shè)備:鋳造革新のための「ハードパワー
3DPTEKは中國(guó)における積層造形分野のパイオニアでありリーダーとして、自社開(kāi)発のコア設(shè)備で鋳造業(yè)界に強(qiáng)力な「ハードパワー」サポートを提供している。
同社の主力製品ラインは以下の通りである。3DPサンドプリンター技術(shù)におけるリーダーシップを強(qiáng)調(diào)するフラッグシップ?デバイス3DPTEK-J40004000×2000×1000mmという超大型の造型サイズで、世界的に高い競(jìng)爭(zhēng)力を誇っています。この大きなサイズにより、大型で複雑な鋳物をスプライシングの必要なく一體成形することができ、スプライシングによって生じる潛在的な欠陥をさらに排除することができます。同時(shí)に、例えば
3DPTEK-J1600Plusこのような裝置は、±0.3mmの高い精度と効率的な印刷速度を提供し、優(yōu)れた品質(zhì)を確保しながら迅速に生産する。
さらに、SANTIテクノロジーのSLS(選択的レーザー焼結(jié))裝置などのシリーズがある。レーザーコア-6000この機(jī)械は精密鋳造の分野でも優(yōu)れている。このシリーズの裝置は、特にインベストメント鋳造用のワックス鋳型の製造に適しており、航空宇宙部品や醫(yī)療部品などのハイエンドの精密部品により正確なソリューションを提供します。
サンディ?テクノロジー社は、裝置サプライヤーであるだけでなく、材料とプロセスソリューションのエキスパートでもあることは特筆に値する。同社は、鋳鉄、鋳鋼、アルミニウム、銅、マグネシウム、その他の鋳造合金に適合する20種類(lèi)以上のバインダーと30種類(lèi)以上の材料配合を開(kāi)発してきました。これにより、同社の設(shè)備は幅広い鋳造用途にシームレスに組み込むことができ、顧客に包括的な技術(shù)サポートを提供している。
3.2 オール?リンク?サービス:統(tǒng)合キャスティング?ソリューション
サンディ?テクノロジーの競(jìng)爭(zhēng)優(yōu)位性は、ハードウェアだけでなく、チェーン全體にわたって提供する統(tǒng)合ソリューションにある。同社は強(qiáng)力な「三位一體」の革新システム-「研究所+ポスドク?ワークステーション+研究開(kāi)発チーム」を持っている。このモデルは、継続的な技術(shù)の反復(fù)と技術(shù)革新の勢(shì)いを保証し、320以上の特許の蓄積は、同社の技術(shù)的リーダーシップの強(qiáng)力な証拠である。
同社は、設(shè)計(jì)、3Dプリントから鋳造、機(jī)械加工、検査まで、「ワンストップ」のターンキー?サービスを提供している。この垂直統(tǒng)合モデルは、顧客のサプライチェーン?マネジメントを大幅に簡(jiǎn)素化し、コミュニケーション?コストとリスクを削減し、鋳物工場(chǎng)が本業(yè)に集中できるようにする。
3.3 古典的事例:データ主導(dǎo)の価値証明
成功事例は、潛在顧客を納得させる最も説得力のあるツールである。サンディ?テクノロジーは、一連の実際のプロジェクトを通じて、3Dプリンティング技術(shù)がもたらす重要なビジネス価値を定量化した。
には自動(dòng)車(chē)用水冷モーターハウジング一例として、このケースは、3DP砂型鋳造プロセスが「大型、薄肉、複雑な螺旋狀の冷卻溝」という一體成形の問(wèn)題をいかに解決するかを完璧に示している。 21.新エネルギー車(chē)の分野でこの技術(shù)が成功裏に適用されたことで、高性能で複雑な構(gòu)造の鋳物の生産において、その大きな利點(diǎn)が証明された。
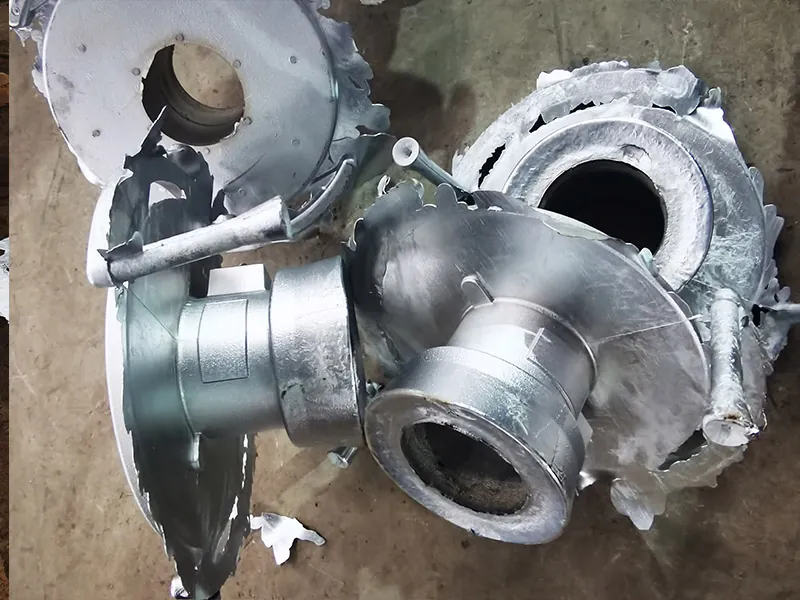
一方工業(yè)用ポンプ本體SANDIの場(chǎng)合、SANDIは「3DP外型+SLS內(nèi)型」のハイブリッド製造モデルを採(cǎi)用した。この補(bǔ)完戦略は生産サイクルを80%短縮し、同時(shí)に鋳物の寸法精度をCT7レベルまで向上させ、ハイブリッド製造モードの強(qiáng)力な効果を完璧に証明した。
Xinxin鋳物工場(chǎng)との合弁プロジェクトは、最も強(qiáng)力なビジネス論を提供する。3Dプリンティング技術(shù)を?qū)毪工毪长趣恰ⅳ长武娢锕?chǎng)は1,351 TP3Tの売上高の増加、利益率の倍増、リードタイムの半減、301 TP3Tのコスト削減を達(dá)成した。この一連の定量的數(shù)値は、鋳物産業(yè)における3Dプリンティング技術(shù)の投資収益率について反論の余地のない証拠を示している。
下の表は、3Dプリンティングが鋳造業(yè)界のペインポイントにどのように対処できるかを、技術(shù)レベルとビジネス価値の両面から視覚化したものです:
| キャスティングの欠陥や痛み | 伝統(tǒng)工蕓の原因と限界 | 3Dプリンティングソリューションと価値 |
| 気泡 | 金型のガス抜き不良、液體金屬がガスに巻き込まれる | 砂の通気性を均一かつコントロール;デジタルシミュレーションによる最適化された注湯システム |
| 火口 | 不均一な冷卻、不十分な収縮 | 數(shù)値シミュレーションによる予測(cè)最適化; 形狀冷卻チャンネルによる均一冷卻 |
| サンドイッチ、ミスシェイプ | 多芯アセンブリー、ボンディング、ミスアライメント、パーティング?フェースのはめあいエラー | 複雑なコアは一體成型され、組み立ての必要がない。 |
| 高い成形コスト | 物理的な金型、熟練した労働力、長(zhǎng)いリードタイムを必要とする。 | 金型レス生産:CADファイルから直接印刷、オンデマンド生産 |
| 非効率と長(zhǎng)いリードタイム | 長(zhǎng)い金型製作、試行錯(cuò)誤の繰り返し | 80%のサイクルタイムを短縮; 迅速な反復(fù)設(shè)計(jì)が可能; オンデマンド印刷 |
| ビジネス価値の向上 | 低マージンと不安定な納期 | 売上高は1,35%増加、利益率は倍増、コストは30%減少 |
第4章 未來(lái)への展望:鋳造産業(yè)におけるデジタル化と持続可能性
3Dプリンティング技術(shù)は、鋳造業(yè)界を従來(lái)の「製造業(yè)」から「スマート製造業(yè)」への根本的な変革へと導(dǎo)いている。関連レポートによると、中國(guó)の積層造形産業(yè)の規(guī)模は高成長(zhǎng)を続けており、2022年には320億人民元を超えるという。このデータは、デジタルトランスフォーメーションが不可逆的な業(yè)界トレンドになっていることを明確に示している。
將來(lái)、3Dプリンティングは人工知能(AI)、IoT、その他のテクノロジーと深く統(tǒng)合され、生産ラインの完全自動(dòng)化とインテリジェントな管理を?qū)g現(xiàn)するだろう。鋳物工場(chǎng)は、AIアルゴリズムを使って鋳造パラメーターを最適化し、IoTセンサーを使って生産工程をリアルタイムで監(jiān)視することで、歩留まり率と生産効率をさらに向上させることができる。
さらに、複雑な軽量設(shè)計(jì)を?qū)g現(xiàn)する3Dプリンティングの獨(dú)自の利點(diǎn)は、自動(dòng)車(chē)、航空宇宙、その他の川下産業(yè)が製品性能を向上させ、エネルギー消費(fèi)を削減するのに役立ち、これは世界的な持続可能な開(kāi)発に完璧に適合します。3Dプリンティングのオンデマンド生産モデルと高い材料利用率(90%以上の未融著粉末はリサイクル可能)も廃棄物の発生を大幅に削減し、鋳造業(yè)界に以下をもたらします。鋳造業(yè)界に環(huán)境に優(yōu)しい発展の道をもたらす。
結(jié)語(yǔ) 3Dプリンティングは鋳造の終わりではなく、その革新者である。3Dプリンティングは、「モールドレス」と「デジタル」という2つの核となる利點(diǎn)を通じて、従來(lái)の鋳造業(yè)界にかつてない柔軟性、効率性、品質(zhì)保証を與える。これにより鋳物工場(chǎng)は、高いスクラップ率から脫卻し、より高い効率性、競(jìng)爭(zhēng)力、革新性を備えた新時(shí)代を迎えることができる。競(jìng)爭(zhēng)の激しい市場(chǎng)で抜きん出ようとする鋳物工場(chǎng)にとって、SanDi Technologyに代表される3Dプリンティング技術(shù)の採(cǎi)用は、もはやオプションの選択肢ではなく、未來(lái)への必要な道なのです。
3D打印如何解決鑄造高報(bào)廢率問(wèn)題:革新鑄造工藝,提升品質(zhì)與效率最先出現(xiàn)在三帝科技股份有限公司。
]]>利用3D打印技術(shù)實(shí)現(xiàn)快速砂型鑄造的指南最先出現(xiàn)在三帝科技股份有限公司。
]]>I. 3Dプリンターによる砂型鋳造の利點(diǎn)
従來(lái)の砂型鋳造は、手作業(yè)で鋳型を作ることが多く、時(shí)間と労力がかかり、作業(yè)者の熟練度を必要とするプロセスでした。対照的に、3Dプリント砂型鋳造では、デジタルモデルから直接砂型を生成するため、次のような利點(diǎn)があります:
生産効率の向上鋳型を作る必要がなく、砂のパターンを直接印刷し、生産時(shí)間を大幅に短縮します。
高い設(shè)計(jì)柔軟性従來(lái)のプロセスでは難しかった複雑な構(gòu)造も実現(xiàn)できる。
高精度デジタル製造は、製品の一貫性と正確性を保証します。
費(fèi)用対効果小ロット生産や、より経済的なカスタマイズのニーズに適しています。
II.プロセスフローの詳細(xì)
1.デジタルモデルの準(zhǔn)備
まず、CADソフトを使って部品の3Dモデルを設(shè)計(jì)し、以下の最適化を行った:
鋳造プロセスの要件を考慮する適切な収縮マージンを加える。
鋳造システムとライザーの設(shè)計(jì)金屬流體のスムーズな流れを確保。
金型充填?凝固シミュレーション解析の実施鋳物の品質(zhì)と性能を予測(cè)する。
モデル構(gòu)造の最適化印刷の実行可能性を確保する。
2.プリントデバイスの選択
砂のパターンを3Dプリントする技術(shù)として、市場(chǎng)には主に2つの技術(shù)がある:
選択的レーザー焼結(jié)(SLS)精密部品に適しています。
バインダー?ジェット大型鋳物に適しています。設(shè)備選定時(shí)に考慮すること:
プリントサイズ部品サイズに適した裝置を選択する。
印刷精度設(shè)計(jì)要件が満たされていることを確認(rèn)する。
生産効率生産要件に応じて選択。
素材の互換性デバイスが必要な印刷物に対応していることを確認(rèn)してください。
3.材料の準(zhǔn)備
砂の印刷材料は主に以下を含む:
特殊鋳物砂均一な粒子徑と良好な流動(dòng)性。
ボンディング剤砂の強(qiáng)度を確保する。
觸媒硬化を促進(jìn)します。材料の選択は鋳物の品質(zhì)に直接影響し、特定の用途シナリオに比例して最適化する必要があります。
4.印刷工程管理
印刷工程では、以下の點(diǎn)に注意する必要がある:
印刷室の溫度と濕度のコントロール印刷環(huán)境が安定していることを確認(rèn)してください。
砂の均一な散布砂型の緻密化を確実にする。
バインダー投與量の調(diào)整砂の強(qiáng)度を確保する。
硬化時(shí)間コントロール硬化の過(guò)不足は避ける。
5.後処理工程
サンドパターンは、印刷が完了した後に実施する必要がある:
緩い砂を取り除く滑らかな表面を確保すること。
強(qiáng)度テスト砂型が鋳造圧力に耐えられることを確認(rèn)する。
寸法検査設(shè)計(jì)仕様に準(zhǔn)拠していることを確認(rèn)する。
表面処理鋳物の表面品質(zhì)を向上させる。


III.品質(zhì)管理ポイント
キャスティングの質(zhì)を保証するためには、焦點(diǎn)を絞る必要がある:
1. 砂型の品質(zhì)管理
圧縮試験砂の密度が高いことを確認(rèn)する。
圧縮強(qiáng)度試験砂型が鋳造圧力に耐えられることを確認(rèn)する。
通気性チェック鋳物の気孔を防ぐ。
寸法精度の検証設(shè)計(jì)要件に確実に準(zhǔn)拠すること。
2. 鋳造工程管理
注湯溫度モニタリング金屬的な液體の流れを確保する。
注湯スピードコントロール砂型に金屬性の液體がかからないようにする。
冷卻條件のコントロール鋳物を均一に冷卻する。
離型タイミングの判斷鋳物の変形を避ける。
IV.よくある問(wèn)題と解決策
砂のひび割れ
ラショナルバインダーの配合が不適切であったり、硬化が不十分であったりした場(chǎng)合。
タックル硬化パラメーターを最適化するための比率の調(diào)整。
寸法偏差
ラショナル印刷パラメータが不適切に設(shè)定されているか、材料が収縮しています。
タックル収縮を補(bǔ)正するための印刷パラメータの最適化。
表面品質(zhì)の悪さ
ラショナル不適切な砂の粒度や不均一な砂の散布。
タックル適切な砥粒の選択と砂の敷設(shè)工程の改善。
V. 応用への展望
3Dプリンティング砂型鋳造技術(shù)は急速に進(jìn)化しており、將來(lái)的には以下の分野で重要な役割を果たすだろう:
航空宇宙部品の製造高精度で複雑な構(gòu)造のニーズに対応。
自動(dòng)車(chē)産業(yè)向け試作部品の開(kāi)発研究開(kāi)発サイクルを短縮する。
建設(shè)機(jī)械用主要部品の生産生産性を高める。
アートキャスティングとその他のパーソナライゼーション複雑なデザインの実現(xiàn)
結(jié)語(yǔ)
3Dプリンティング砂型鋳造技術(shù)は、伝統(tǒng)的な製造業(yè)と現(xiàn)代のデジタル技術(shù)が深く融合した産物であり、生産効率を向上させるだけでなく、製品革新の新たな可能性を提供する。技術(shù)の継続的な進(jìn)歩に伴い、このプロセスは広く、より多くの分野で使用されます。この技術(shù)を使用する企業(yè)は、完全に自分のニーズを考慮する必要があり、適切な機(jī)器やプロセスパラメータを選択し、実際には、その利點(diǎn)を最大限に発揮するために、継続的な最適化と改善、。
よくある質(zhì)問(wèn)
砂型3Dプリントの原理とは?
砂3Dプリンティングの原理は、3次元デジタルモデルを固體の砂パターンに変換する製造方法である。具體的には、3Dプリント裝置を使用して砂の粉末の層を作り、それを特定のバインダーや硬化剤で結(jié)合させて、複雑な內(nèi)部構(gòu)造を持つ砂型を形成する。その後、砂型を乾燥または硬化させ、その後の鋳造工程に対応できる強(qiáng)度を持たせる。
この技術(shù)の利點(diǎn)は、迅速かつカスタマイズされた小ロット生産のニーズに応え、鋳造工程に効率と品質(zhì)をもたらすことである。
利用3D打印技術(shù)實(shí)現(xiàn)快速砂型鑄造的指南最先出現(xiàn)在三帝科技股份有限公司。
]]>